หัวกัดเป็นหัวกัดแบบโรตารี่ที่มีฟันหนึ่งซี่หรือมากกว่าสำหรับ
การโม่กำลังประมวลผล. เมื่อทำงาน ฟันตัดแต่ละซี่จะตัดขอบของชิ้นงานเป็นระยะ หัวกัดส่วนใหญ่จะใช้สำหรับการกัดระนาบด้านบน, ขั้นตอน, ร่อง, การขึ้นรูปพื้นผิวและการตัดชิ้นงาน
ผลิตภัณฑ์หัวกัดทั่วไปหลายรูปแบบแสดงไว้ในรูปที่ 4-1
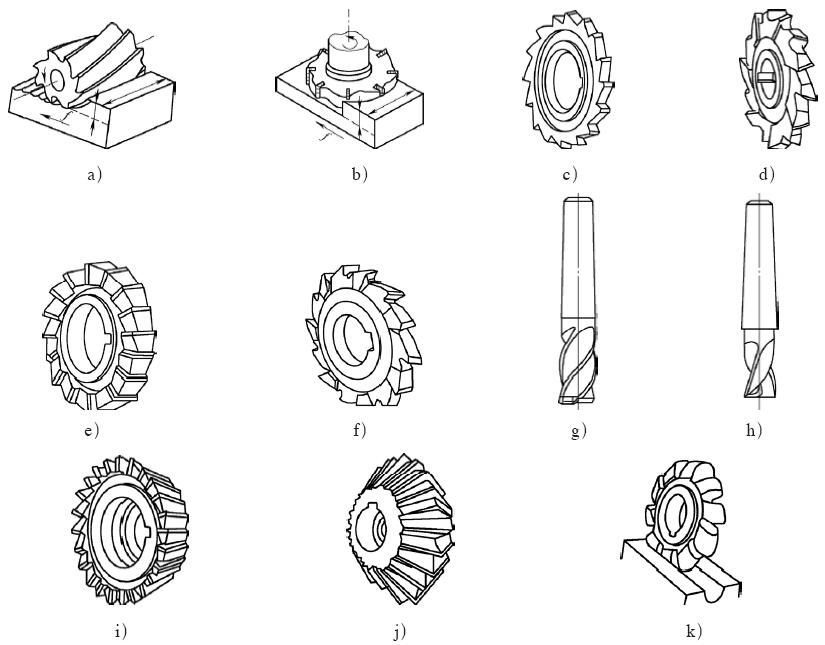
รูปที่ 4-1 ประเภทของ
เครื่องตัดมิลลิ่ง
a) หัวกัดปาดหน้าทรงกระบอก
b)b) หัวกัดปาดหน้า
c)c) หัวกัดร่อง
d) หัวกัดปาดหน้าสองด้าน
e) หัวกัดปาดหน้าสามด้าน
f) หัวกัดปาดหน้าสามด้านฟันเซ
g) เอ็นมิลล์
h) หัวกัดรูกุญแจ
i) หัวกัดมุมเดียว
j) หัวกัดมุมคู่
k) เครื่องกัดขึ้นรูป
การจำแนกประเภทของหัวกัด
(1) จำแนกตามหน้าที่
1. ทรงกระบอก
หัวกัดใช้ในการประมวลผลระนาบบนเครื่องกัดแนวนอน และฟันของหัวกัดจะกระจายไปตามเส้นรอบวงของหัวกัด ตามรูปร่างของฟัน แบ่งออกเป็น 2 ประเภท คือ ฟันตรงและฟันเฮลิคอล ตามจำนวนฟัน แบ่งเป็น ฟันห่าง และ ฟันแน่น ฟันเฮลิคอลและหัวกัดฟันห่างมีฟันน้อย ฟันแข็งแรง และพื้นที่จับเศษขนาดใหญ่ ซึ่งเหมาะสำหรับการกลึงหยาบ ในขณะที่หัวกัดฟันปิดเหมาะสำหรับการกลึงละเอียด
2. หัวกัดปาดหน้าใช้ในการประมวลผลระนาบบนเครื่องกัดแนวตั้ง เครื่องกัดแนวนอน หรือเครื่องกัดโครงสำหรับตั้งสิ่งของ มีฟันมีดที่ปลายหน้าและเส้นรอบวง หัวกัดปาดหน้ายังแบ่งออกเป็นฟันหยาบและฟันละเอียด และโครงสร้างมีสามประเภท ได้แก่ ประเภทหนึ่ง ประเภทเม็ดมีด และประเภทที่จัดทำดัชนีได้
3. ดอกเอ็นมิลใช้ในการแปรรูปร่องและพื้นผิวขั้นบันได ฟันของหัวกัดอยู่บนเส้นรอบวงและพื้นผิวส่วนปลาย และโดยทั่วไปไม่สามารถป้อนตามแนวแกนเมื่อทำงาน เมื่อดอกกัดมีฟันเฟืองตรงกลาง ก็สามารถป้อนในแนวแกนได้
4. หัวกัดคมตัดสามด้านใช้สำหรับแปรรูปร่องต่างๆ และพื้นผิวขั้นบันได โดยมีฟันอยู่ทั้งสองด้านและเส้นรอบวง
5. หัวกัดมุมใช้สำหรับกัดร่องในบางมุม หัวกัดมุมเดียวและหัวกัดสองมุมมีสองประเภท
6. หัวกัดใบเลื่อยใช้ในการประมวลผลร่องลึกและตัดชิ้นงานและมีฟันมากขึ้นบนเส้นรอบวง เพื่อลดแรงเสียดทานระหว่างการกัด มีมุมโก่งตัวรอง 15'~1° ที่ทั้งสองด้านของฟันตัด
7. เครื่องตัดแบบได คัตเตอร์ คัตเตอร์แบบไดคัทใช้สำหรับประมวลผลโพรงของแม่พิมพ์หรือพื้นผิวที่ขึ้นรูปด้วยหมัด หัวกัดดายถูกวิวัฒนาการมาจากดอกเอ็นมิล ตามรูปร่างของชิ้นงาน สามารถแบ่งออกได้เป็น 3 ประเภท ได้แก่ หัวแบนทรงกรวย หัวบอลทรงกระบอก และหัวบอลทรงกรวย หัวกัดแม่พิมพ์คาร์ไบด์ใช้งานได้หลากหลาย นอกเหนือจากการกัดฟันผุของแม่พิมพ์ต่างๆ แล้ว พวกเขายังสามารถเปลี่ยนตะไบมือและล้อเจียรเพื่อทำความสะอาดแฟลชของการหล่อ การตีขึ้นรูป และการเชื่อมชิ้นงาน และเพื่อทำให้พื้นผิวการขึ้นรูปบางส่วนเรียบขึ้น การแปรรูป ฯลฯ หัวกัดสามารถใช้กับเครื่องมือลมหรือไฟฟ้า ผลผลิตและอายุการใช้งานของมันสูงกว่าล้อและตะไบหลายสิบเท่า
8. หัวกัดเฟือง หัวกัดเฟืองที่ทำงานตามวิธีการโปรไฟล์หรือวิธีซองกลางแบบไม่ใช้ทันที แบ่งออกเป็นหัวกัดเฟืองแบบดิสก์เฟืองและหัวกัดเฟืองแบบเฟืองนิ้วตามรูปทรงต่างๆ
9. หัวกัดเกลียว เครื่องมือสำหรับการกัดเกลียวผ่านเครื่องแมชชีนนิ่งเซ็นเตอร์แบบสามแกนหรือมากกว่าสามแกน
นอกจากนี้ยังมีหัวกัดรูกุญแจ, หัวกัดประกบ, หัวกัด T-slot และหัวกัดขึ้นรูปต่างๆ
(2) จำแนกตามโครงสร้างผลิตภัณฑ์
1. ประเภทอินทิกรัล: ตัวใบมีดและฟันของใบมีดทำขึ้นในตัวเครื่องเดียว
2. ประเภทฟันเชื่อมแบบอินทิกรัล ฟันคัตเตอร์ทำจากซีเมนต์คาร์ไบด์หรือวัสดุเครื่องมือที่ทนต่อการสึกหรออื่นๆ และประสานบนตัวคัตเตอร์
3.ใส่ฟันชนิด ฟันถูกยึดเข้ากับร่างกายของเครื่องมือโดยการหนีบทางกล ฟันคัตเตอร์แบบเปลี่ยนได้นี้สามารถเป็นหัวคัตเตอร์ที่ทำจากวัสดุคัตเตอร์แบบบูรณาการ หรือหัวคัตเตอร์ที่ทำจากวัสดุคัตเตอร์งานเชื่อม หัวกัดที่มีหัวตัดติดตั้งอยู่บนตัวใบมีดสำหรับการลับคมเรียกว่าหัวกัดที่ลับคมภายใน หัวกัดที่ลับคมแยกต่างหากบนฟิกซ์เจอร์เรียกว่าหัวกัดที่ลับคมภายนอก
(บทความนี้เลือกจากบทที่ 4 ส่วนที่ 1 ของ "คู่มือการเลือกเครื่องมือ CNC")




