การรับโมเดล CAD ของคุณเราประเมินและออกแบบเทคโนโลยีวิศวกรรมการวิเคราะห์และเครื่องซีเอ็นซีของเราจะทำหรือเครื่องจักรส่วนของคุณในหนึ่งวัน อย่างไรก็ตามด้วยเทคโนโลยีทั้งหมดที่ทำให้เป็นไปได้ปัจจัยมนุษย์ยังคงมีความสำคัญและมักจะเป็นผู้ร้ายที่อยู่เบื้องหลังปัญหาที่เกิดขึ้นซ้ำ ๆ ที่เราเห็นในชิ้นส่วนกลึงของ CNC การหลีกเลี่ยงข้อผิดพลาดทั่วไป 5 ข้อเหล่านี้สามารถช่วยปรับปรุงการออกแบบลดเวลาทำงานและอาจลดต้นทุนการผลิตขั้นสุดท้าย
1. หลีกเลี่ยงฟังก์ชั่นที่ต้องใช้การประมวลผลที่ไม่จำเป็น
ข้อผิดพลาดทั่วไปคือการออกแบบส่วนที่ไม่จำเป็นต้องมีการตัดเครื่อง การตัดเฉือนที่ไม่จำเป็นนี้เพิ่มเวลาทำงานส่วนหนึ่งซึ่งเป็นตัวขับเคลื่อนหลักของต้นทุนการผลิตขั้นสุดท้าย พิจารณาตัวอย่างนี้ที่การออกแบบระบุรูปทรงเรขาคณิตวงกลมวิกฤตที่จำเป็นสำหรับแอปพลิเคชันชิ้นส่วน (ดูภาพด้านล่าง) มันต้องใช้รู/คุณสมบัติสี่เหลี่ยมจัตุรัสที่อยู่ตรงกลางแล้วตัดวัสดุรอบ ๆ เพื่อเปิดเผยผลิตภัณฑ์สำเร็จรูป อย่างไรก็ตามวิธีนี้เพิ่มเวลารันจำนวนมากในการประมวลผลวัสดุที่เหลือ ในการออกแบบที่ง่ายกว่า (ดูภาพด้านล่าง) เครื่องจะตัดชิ้นส่วนออกจากบล็อกโดยไม่จำเป็นต้องใช้การประมวลผลวัสดุส่วนเกินเพิ่มเติม การเปลี่ยนแปลงการออกแบบในตัวอย่างนี้ลดเวลาของเครื่องเกือบครึ่ง ทำให้การออกแบบง่ายขึ้นเพื่อหลีกเลี่ยงเวลาทำงานเพิ่มเติมการตัดเฉือนที่ไม่มีจุดหมายและค่าใช้จ่ายเพิ่ม
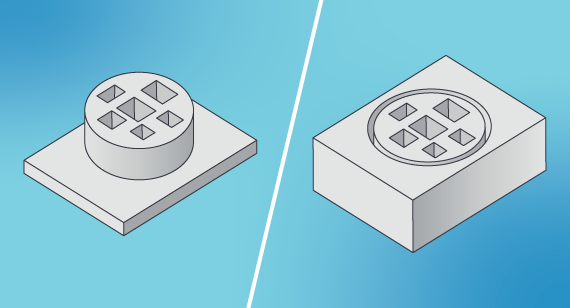
(ด้านขวานั้นง่ายกว่าด้านซ้ายและไม่จำเป็นต้องประมวลผลวัสดุส่วนเกินเพิ่มเติม)
2. หลีกเลี่ยงข้อความขนาดเล็กหรือยก
ส่วนของคุณอาจต้องใช้หมายเลขชิ้นส่วนคำอธิบายหรือโลโก้ บริษัท หรือคุณอาจคิดว่าข้อความบางอย่างดูเท่ในบางส่วน อย่างไรก็ตามการเพิ่มข้อความยังเพิ่มค่าใช้จ่าย ยิ่งข้อความเล็กลงเท่าใดค่าใช้จ่ายก็ยิ่งสูงขึ้นเท่านั้น นี่เป็นเพราะโรงงานปลายเล็ก ๆ ที่จำเป็นในการตัดข้อความวิ่งด้วยความเร็วที่ค่อนข้างช้าเพิ่มเวลาทำงานและค่าใช้จ่ายสุดท้าย อย่างไรก็ตามหากส่วนของคุณสามารถรองรับข้อความที่ใหญ่กว่าข้อความที่ใหญ่กว่าสามารถลดได้เร็วขึ้นอย่างมากลดต้นทุน เมื่อเป็นไปได้ให้เลือกเว้าแทนที่จะยกข้อความซึ่งต้องการการบดวัสดุเพื่อสร้างตัวอักษรหรือตัวเลขในส่วน
3. หลีกเลี่ยงผนังบาง ๆ
คุณสมบัติผนังในการออกแบบชิ้นส่วนมักจะยุ่งยาก เครื่องมือที่ใช้ในเครื่องซีเอ็นซีทำจากวัสดุแข็งและแข็งเช่นทังสเตนคาร์ไบด์และเหล็กกล้าความเร็วสูง อย่างไรก็ตามเครื่องมือเบี่ยงเบนหรือโค้งงอเล็กน้อยภายใต้แรงกลึงเช่นเดียวกับวัสดุตัด สิ่งนี้สามารถนำไปสู่ปัญหาเช่นพื้นผิวลูกฟูกที่ไม่พึงประสงค์และความยากลำบากในการประชุม ผนังยังสามารถชิปโค้งงอหรือแตก
ยิ่งผนังสูงเท่าไหร่ความหนาก็ยิ่งต้องเพิ่มความแข็งของวัสดุ ผนัง 0.508 มม. หรือเล็กกว่ามีแนวโน้มที่จะแตกหักในระหว่างการประมวลผลและอาจโค้งงอหรือแปรปรวนในภายหลัง พยายามอย่าออกแบบผนังที่หนาเกินไปเนื่องจากเครื่องตัดมักจะหมุนที่ 10,000 ถึง 15,000 รอบต่อนาที กฎง่ายๆสำหรับผนังคืออัตราส่วน 3: 1 เพิ่มร่าง 1 °, 2 °หรือ 3 °ลงในผนังให้กับเรียวแทนที่จะเป็นแนวตั้งซึ่งช่วยให้การตัดเฉือนได้ง่ายขึ้นและทิ้งวัสดุที่เหลือน้อยลง

4. หลีกเลี่ยงคุณสมบัติเล็ก ๆ ที่คุณอาจไม่ต้องการ
บางส่วนมีมุมสี่เหลี่ยมหรือร่องมุมภายในขนาดเล็กเพื่อลดน้ำหนักโดยรวมหรือรองรับส่วนประกอบอื่น ๆ อย่างไรก็ตามมุมภายใน 90 °และร่องเล็ก ๆ นั้นเล็กเกินไปสำหรับใบมีดขนาดใหญ่ของเรา การสร้างวิธีการเหล่านี้การหยิบวัสดุมุมที่มีเครื่องมือขนาดเล็กและเล็กลง ซึ่งอาจส่งผลให้มีดหกถึงแปดมีดที่แตกต่างกัน การเปลี่ยนแปลงเครื่องมือทั้งหมดเหล่านี้เพิ่มรันไทม์ เพื่อหลีกเลี่ยงสิ่งนี้ก่อนกำหนดความสำคัญของร่อง หากพวกเขาอยู่ที่นั่นเพื่อประหยัดน้ำหนักให้ทบทวนการออกแบบของคุณและหลีกเลี่ยงการจ่ายเงินสำหรับวัสดุเครื่องจักรที่ไม่จำเป็นต้องถูกตัด
5. คิดใหม่ส่วนสุดท้ายของเครื่องจักร
เรามักจะเห็นการออกแบบสำหรับชิ้นส่วนฉีดขึ้นรูปที่อัปโหลดไปยังบริการเครื่องจักรกลสำหรับการสร้างต้นแบบก่อนซื้อแม่พิมพ์ แต่แต่ละกระบวนการมีข้อกำหนดการออกแบบที่แตกต่างกันและผลลัพธ์อาจแตกต่างกันไป คุณสมบัติกลึงหนา ๆ อาจพบรอยบุบ, warpage, blowholes หรือปัญหาอื่น ๆ เมื่อขึ้นรูป ส่วนที่ออกแบบมาอย่างดีด้วยซี่โครงร่องและคุณสมบัติอื่น ๆ ต้องใช้เวลาในระยะยาวสำหรับเครื่อง
จุดที่นี่คือ: การออกแบบชิ้นส่วนมักจะได้รับการปรับให้เหมาะสมสำหรับกระบวนการผลิตของพวกเขา คุณสามารถเริ่มต้นด้วยการให้คำปรึกษากับทีมงานของเราเพื่อเรียนรู้วิธีการปรับเปลี่ยนการออกแบบส่วนแม่พิมพ์สำหรับการตัดเฉือนหรือเพียงแค่การฉีดต้นแบบที่ขึ้นรูปชิ้นส่วนในระหว่างการผลิตขั้นสุดท้าย
---------------------------จบ---------------------------




